Electrical insulating component design has become increasingly challenging due to rapidly changing requirements in power industry applications. Cost reduction and increased performance requirements present new challenges for traditional insulation solutions. Modern insulating component designs must push the limits of dielectric performance while maximizing mechanical strength characteristics in a host of environments. In particular, the recent advancements in the use, size and scale of renewable energies such as solar and wind power necessitate enhanced performance epoxy insulating materials capable of delivering high dielectric and mechanical strength in high temperature environments. This paper summarizes a brief history and current state of epoxy component insulation with commentary on advancements that require enhanced material performance for high temperature applications.
Index Terms—Epoxy, High Temperature, Insulator,
Bushing, Power Transformer, Switchgear.
I. INTRODUCTION
Epoxy materials have been used in electrical insulation
applications in North America since the 1960’s. Advancements
in materials leading to improved performance have
led to steady growth of epoxy use in insulating component
design since that time. The design flexibility facilitated
by the use of a cast resin system has provided many
advantages over traditional insulating materials. Initial
applications using Bisphenol-A (Bis-A) materials in basic
enclosed applications evolved to outdoor, UV-exposed
applications with the development of cycloaliphatic epoxy
materials. Epoxy materials are now found in a wide range
of electrical insulation applications in varied environments
including outdoor, UV-exposed; high contamination
environments; high ambient temperature environment;
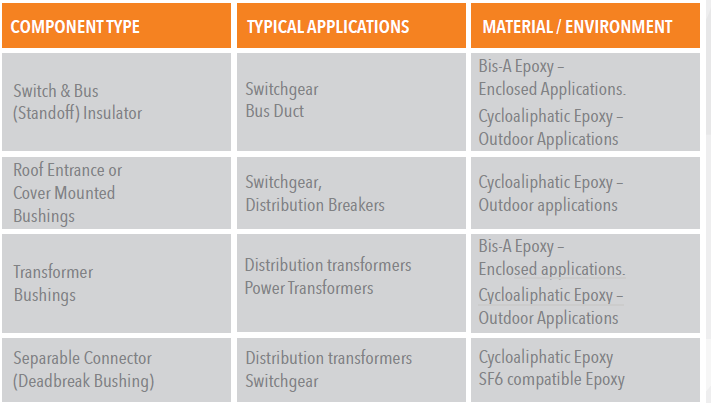
and, gas insulated systems such as SF6. Typical
epoxy materials and environments are:
- Bisphenol A – indoor applications or fully-enclosed,
outdoor applications without UV exposure.
- Cycloaliphatic – outdoor applications with UV
exposure.
- SF6 compatible – gas insulated systems.
Some examples of typical applications and materials used are:
II. TRENDS
Continued advancements in equipment design and the evolution of new applications have created a need for epoxy materials that exhibit enhanced properties with respect to electrical, thermal and mechanical performance. Most recently, a trend towards higher operating temperatures exceeding most common industry temperature classes of 105°C and 120°C has necessitated the development of epoxies capable of operating at significantly
higher Tg (glass transition temperatures) and HDT (heat deflection temperatures). Tg and HDT properties are more clearly defined as follows:
A. Glass Transition Temperature (Tg)
Is the temperature range in which a material alters state – going from a glass-like rigid solid to a more flexible, rubbery compound
B. Heat deflection temperatures (HDT)
Commonly referred to as heat deflection temperature or heat distortion temperature is the temperature at which a polymer deforms under a specified load.” The HDT, is a
useful indicator of the temperature limit above which the material cannot be used for structural applications…” [1] The primary drivers for this trend of higher operating
temperatures are:
- Equipment design – cost reduction efforts and space limitations have led to smaller equipment footprints with reduced cooling capability; and, requirements for more efficient component designs with current carrying components operating at higher current densities. Hence, higher ambient temperatures and component operating temperatures are more commonplace.
- Evolving technologies and applications – The significant rise in solar and wind generation activity has brought about new equipment design challenges in both transformer and switchgear design. Transformer applications have challenged designs to become compact with
operation at high currents, often in overload conditions
Extremely high ambient temperatures in excess of 40°C are common, and in some cases up to 75°C in continuous operation in enclosures where traditional cooling methods are not possible.
In all cases, these operating conditions are in stark contrast to typical component design criteria.
The H-J Family of Companies chemical engineers have developed and implemented epoxy formulation solutions to meet these more demanding requirements. The basic
challenge was to design a formulation capable of withstanding high ambient and high continuous operating temperature for component designs. This led to the development of an epoxy system capable of operation in these extraordinary conditions, while maintaining the
required electrical and mechanical performance. Developed as an enhanced Bisphenol-A epoxy system, the material provides Tg and HDT performance above 155°C class operating requirements. Achieving these higher material ratings allows component operation at or above 155°C with no detrimental effect on the structural performance of the material. Suitability for operating above the 155°C rating may be application and component geometry
specific.
III. MATERIAL DATA AND TEST SUMMARY
A series of material tests were performed to verify suitability of the enhanced Bis-A epoxy system in these applications. The tests summarized below verify the technical characteristics of the material and confirm its suitability for application in insulating component design in these operating environments. The results meet or exceed requirements for the environments outlined in this document.
Tests performed include:
IV. DESIGNS AND APPLICATIONS TO DATE – HIGH OPERATING AND AMBIENT TEMPERATURES
As previously outlined, a prime driver for the evolution of higher operating temperature requirements has been newer technologies including wind and solar generation. Component development specific to these sectors includes:
- Transformer bushings – typically high current carrying capability or high voltage application, coupled with high ambient temperature environments.
- High overload applications – customers require frequent overload capability with limited loss of life which conventional epoxies cannot meet.
- Separable connectors such as deadbreak bushings used in wind farm transformers and solar
applications.
- Cable termination bushings used in solar inverter applications.
V. SUMMARY AND CONCLUSIONS
Trends toward more optimized equipment design and new technology applications continues to drive research activities to ensure that insulating materials used in component design meet these challenges. The design flexibility offered by epoxies, coupled with the availability
of material rated for high operating and ambient temperatures, continues to make epoxy insulating solutions a preferred choice for insulating component designs now and in the future.
REFERENCES
Webpage:
[1] Polymer Properties Database 2015, Available: https://polymerdatabase.com/polymer%20physics/Heat-Distortion.html
Download Resource